")
")
")
")
تُنجَز التصاميم عبر برمجيات نطوّرها داخل الشركة بترخيصنا الخاص وبواسطة طاقمنا الفني الخبير. وانطلاقًا من متطلبات العميل، يتابع فريق المشروع بدقة جميع المراحل منذ العرض وصولًا إلى طلب الشراء ومرحلة التسليم. ويُستكمَل كل طور من أطوار التصميم والتنفيذ بعد اعتماد العميل. أما الأعمال الدقيقة والواقعية في مرحلة العرض فتُسهم في تقليل الأخطاء خلال مرحلتي الإنتاج والتصميم إلى أدنى حد. ويتحصّل فريق التصميم على معرفة شاملة ببيئة العمل وظروفها، ويُقدّم الإرشاد اللازم لتجنّب قيام العميل باختيارات غير موفّقة.
بوصفها عنصرًا في الدارة المغناطيسية، تُصنَّع النواة من صفائح فولاذ سيليكوني عالية الجودة ومُوجَّهة ومُدرفلة على البارد منخفضة الفواقد، ومعزولة من الجانبين. واستنادًا إلى مُدخلات التصميم، تُعدّ المشاريع باستخدام صفائح بسماكات 0.23 – 0.27 – 0.30 مم وخصائص مختلفة. ويُقصّ المشروع ويُنظَّم وفق التفاصيل الفنية ليُحوَّل إلى دارة مغناطيسية. وتُسمّى الأجزاء الحاملة للملفّات في النواة بـ"الساق"، بينما تُسمّى الأجزاء التي تصل هذه السّيقان من الأعلى والأسفل بـ"الياقة". ويُضغط جزء الياقة ببنية معدنية لمنع الاهتزازات.




تتكوّن محوّلات التوزيع من قسمين رئيسيين: ملف الجهد المنخفض (AG) وملف الجهد العالي (YG). ونظرًا لأن ملف الجهد المنخفض يحمل تيارًا عاليًا مع جهد منخفض، فإنه يُلف عادةً لأغراض العزل في أقرب موضع إلى النواة، أي في الأجزاء الداخلية، باستخدام موصلات ذات مقطع كبير. أما ملف الجهد العالي، فبما أنه يحمل جهدًا عاليًا مع تيار منخفض، فيُستخدم له عادةً موصلات ذات مقطع أصغر، ويُلف غالبًا فوق ملف الجهد المنخفض، أي في الجهة الخارجية.
وفي اختيار الموصلات، تُفضَّل مواد النحاس الإلكتروليتي والألمنيوم لما تتمتع به من موصلية كهربائية عالية ونقاء مرتفع. ولأغراض العزل، تُستخدم مواد عزل ذات منشأ أوروبي تتميز بزيادة الكثافة، ومستوى عزل مرتفع، ومتانة ميكانيكية عالية، ومقاومة للزيت. كما تُجرى حسابات خسائر الملفات، وقدرات تحمّل الحمل الزائد، وأنظمة التبريد بدقة متناهية عند التصميم، ثم تُنفَّذ عمليات اللف وفقًا لمتطلبات المشروع.




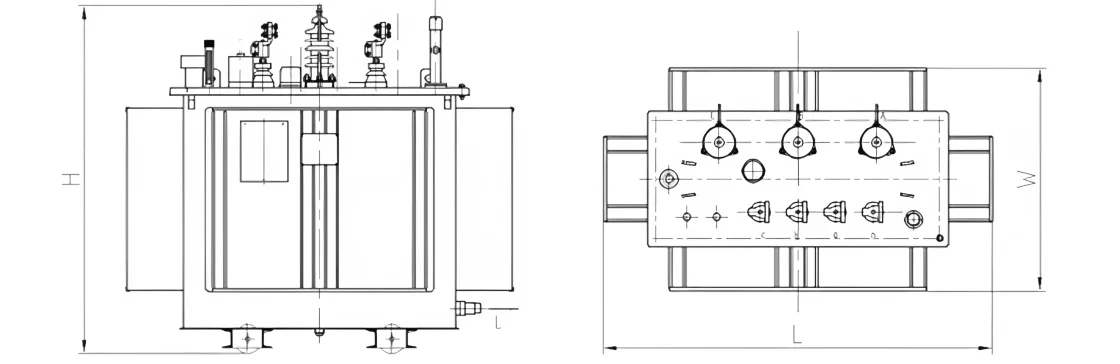
تُصنع أغطية المحوّلات من مواد فولاذية عالية الجودة من نوع ST-37 وST-52. وتُنتج بما يتوافق مع متطلبات المشروع عبر إضافة مخارج الأطراف، ومعدات الحماية والمراقبة، ونقاط تثبيت خزان التمدد إن وُجد، إضافةً إلى كلاليف الرفع. وبحسب قيمة التيار المار عبر الأطراف، يتم تدعيم صفيحة الغطاء بصفائح لا مغناطيسية لمنع دوائر التيار بين الأطوار و/أو بين الطور والمحايد من التسبب في تسخين مفرط لصفائح الغطاء. وتُنفّذ لحامات الغطاء بتقنية لحام محكمة الإغلاق، وبعد إجراء اختبارات التسرب تُصبح جاهزة للتركيب.
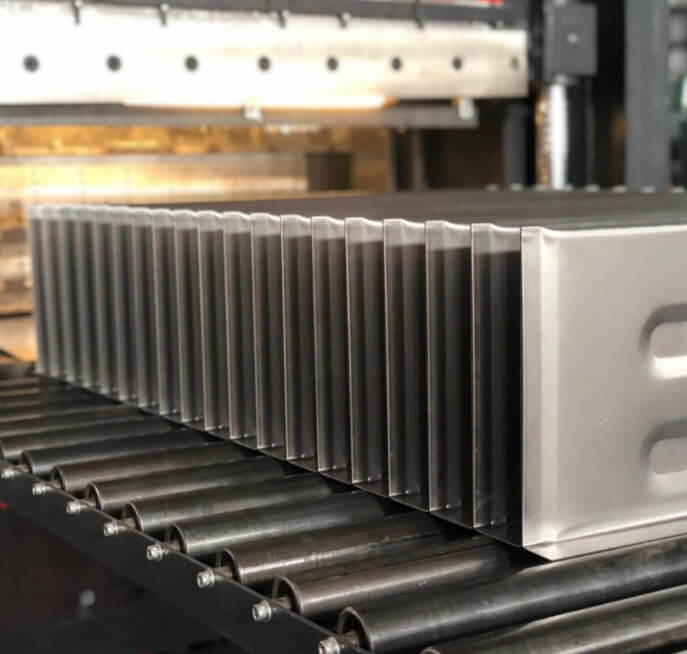
أما خزان المحول فيُصنع من مواد عالية الجودة من نوع ST-37 وST-52، ويُزوَّد بمجموعة تبريد تتكوّن من مشعات (راديترات) أو صفائح جدارية مموجة مرنة. وتُستخدم صفائح الجدار المموج و/أو المشعّات بسماكات 1.2 مم أو 2.5 مم. وتُركّب جميع المعدات بعناية وفقًا لمتطلبات المشروع. وتُنفّذ لحامات الخزان بتقنية خاصة محكمة الإغلاق نظرًا لالتحام الصفائح الرقيقة مع الصفائح السميكة. وبعد الانتهاء من تصنيع الخزان، تُطبّق سوائل الاختراق (Penetrant) ويُجرى التحميل بالضغط. ثم تُنفّذ اختبارات الكشف عن التسرب في بيئة مظلمة باستخدام الضوء الأسود، وبعدها يُرسل الخزان إلى مرحلة التجميع.



المغناطيسي. في هذه المرحلة، تُضغط الملفات باستخدام كتل/مخدّات عزلية وحدائد ياقة القلب، وتُثبَّت بحيث تتحمّل قوى القصر المحسوبة. ويُجمع القلب ميكانيكيًا مع الملفات ثم يُركَّب على الغطاء بوصفه مخارج أطراف توصيلية انتقالية، وبهذا تتكوّن «الجزء الفعال».
ويُجهَّز الجزء الفعّال، بحسب متطلبات العملية، إمّا قبل عمليات التجفيف أو بعدها، وذلك بعد اختبار مسافات العزل الخاصة بالخزان، ليصبح جاهزًا للتركيب وتوجيهه إلى إجراء تعبئة الزيت (الضغط بالزيت).




يتمتع عمر عزل المحوّلات بأهمية حاسمة من حيث عمر التشغيل، ولذلك فإن إزالة الرطوبة تُعدّ عملية حيوية. تُزال الرطوبة من المحوّلات التي اكتمل تركيب مكوّناتها الفعّالة عبر خبزها في أفران عالية التفريغ عند درجات حرارة 105–110 درجة، مع ضمان تحقيق توزّع حراري متجانس. يُحافَظ على ضبط العملية من خلال إجراء اختبارات العزل في بداية عملية الخَبز ونهايتها.
بعد اكتمال عملية الخَبز، تُطبَّق عملية ضخّ الزيت تحت تفريغ عالٍ أيضًا على المحوّلات التي أُنجز فيها تركيب الخزّان. عادةً ما تُفضَّل الزيوت المعدنية المُنَزَّهة من الرطوبة بهدف زيادة متانة العزل وتوفير مقاومة ضد تأثيرات الحرارة. بالإضافة إلى ذلك، يمكن استخدام الزيوت النباتية أو الزيوت ذات التركيبات الخاصة من ناحية السلامة من الحريق. كما تُضبط مستويات الزيت في المحوّلات ذات خزّان التمدّد، بينما تُجرى إعدادات ضغط خاصة في المحوّلات الهرميتية لإنهاء العملية.




تُفحَص المحوّلات في كل مرحلة من مراحل الإنتاج عبر القياسات الفيزيائية والكهربائية قبل الانتقال إلى المرحلة التالية. لا يمكن إتمام العملية دون القياس والتحقق والموافقة من قِبل عناصر مراقبة جودة الإنتاج. تُكتشف وتُعالَج المشكلات والأعطال المحتملة في أقرب المراحل ضمن عملية الإنتاج.
الاختبارات والقياسات المطبَّقة في مرحلة نصف المنتج هي كما يلي:
> قياسات الأبعاد > قياسات نسبة التحويل > قياسات مقاومة العزل > قياسات المقاومة المستمرة (DC) > فحوصات الإحكام ومنع التسرّب
تُجرى الاختبارات الروتينية لجميع المحوّلات بعد اكتمال مراحل الإنتاج، وبعض هذه الاختبارات يُكرَّر وبعضها يُنفَّذ لأول مرة، شرط توثيقها بالتقارير. المحوّلات التي تجتاز جميع الاختبارات بنجاح تنال الموافقة ويمكنها الانتقال إلى المرحلة التالية.
من بين الاختبارات الروتينية المطبَّقة على المحوّلات:
> قياس مقاومة اللفائف > قياس نسبة تحويل الجهد والتحقق من انحراف طور متجه الجهد > قياس ممانعة القصر إضافةً إلى الفقد تحت الحمل > قياس الفقد والتيار في حالة اللاحمل > الاختبارات العازلية الروتينية > اختبار الجهد المُستحث > اختبار الجهد المطبَّق > قياس مقاومة العزل




تُنظَّف الأغطية والـ«كازانات» بمواد كيميائية خاصة قبل عملية الطلاء ثم تُجفَّف. ولتأمين الحماية من التآكل، يُطبَّق طلاء تمهيدي (أستر) متين ذو معدل التصاق عالٍ كطبقة أولى. بعد تطبيق الأستر، تُعرَّض الكازانات لعملية تجفيف. وبعد اكتمال التجفيف، تُطبَّق طبقتان أو ثلاث من طلاء التشطيب الخاص لتلبية سماكات الطلاء المطلوبة بحسب طلبات العميل. غالباً ما يُختار طلاء التشطيب بلون RAL 7033 أو RAL 9600، ومع ذلك يمكن توفير خيارات ألوان أخرى وفقاً لرغبة العميل.