")
")
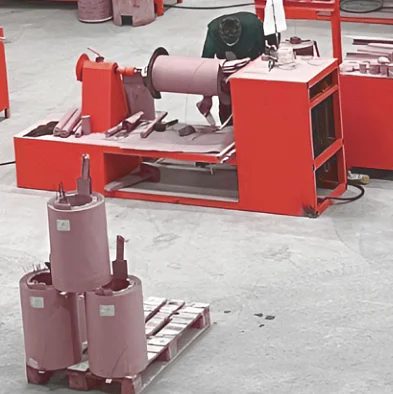
It is a special area where winding machines specially designed for High Voltage and Low Voltage are located and where the coils of transformers are produced.
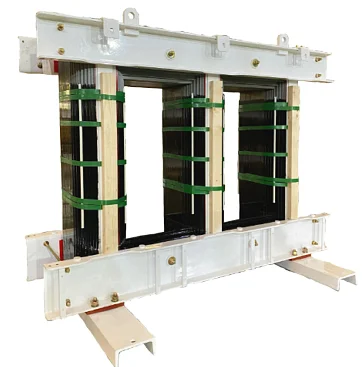
This is the section where the assembly operations of transformer components such as coils, cores, covers and boilers are carried out.
It is the area where the cutting, bending, processing and welding operations of the metal parts of transformers are carried out.
This is the section containing the vacuum furnace and oil pressing units where the drying and lubrication processes of transformers are carried out.
It is the place where the cleaning and painting processes of the metal parts of transformers are carried out.
This is the section containing the vacuum furnace and oil pressing units where the drying and lubrication processes of transformers are carried out.
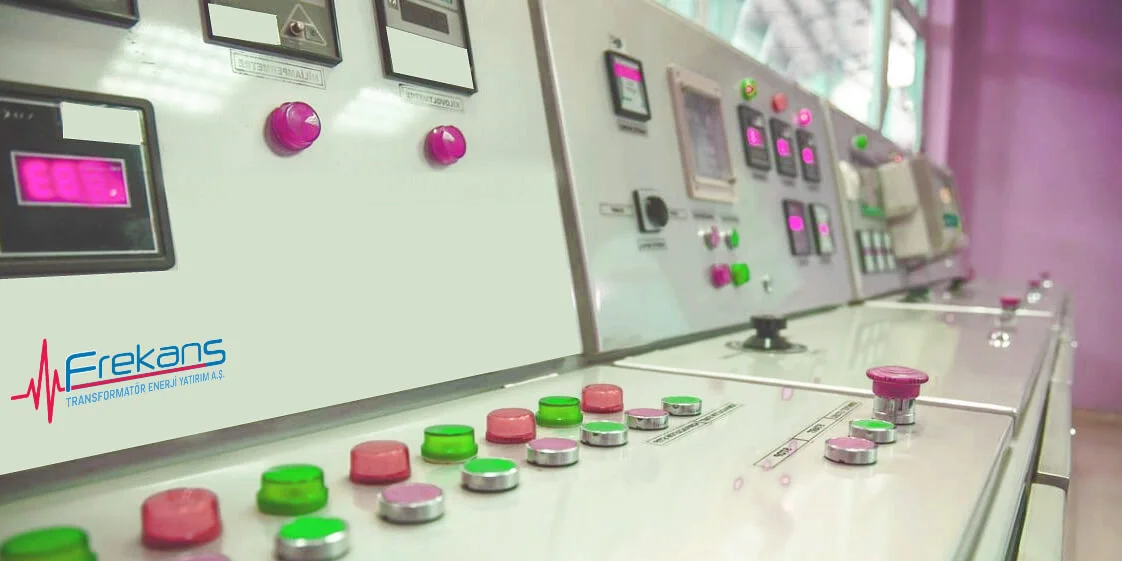
It is the laboratory where the final stage tests of transformers are carried out and quality control processes are carried out.
An area where completed transformers are stored awaiting shipment.